
取消
清空記錄
歷史記錄
清空記錄
歷史記錄






 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~我公司壓輥采用高質量材料,經特殊熱處理工藝制成。其表面更耐磨,硬度均勻,配合漢派環模,使用壽命更長,生產更安全,更順暢。現有通槽型,不可通槽型,兩端帶孔型等類型。可根據用戶需求定制不同尺寸和形狀的壓輥。
采用 GCr15 或 42CrMoTi 做基材,精鍛坯件,經過正火、車加工、滾齒、碳氮共 滲處理,保溫回火、精磨內圓、防銹處理一系列工藝,淬火區硬度 HRC58-HRC63, 工藝精細,成品嚴格進行質檢。
不同類型的壓輥在結構和性能上有所差異,適用于不同的制粒需求。
通齒型壓輥,其表面的齒呈貫通狀,在壓制物料時,能夠較好地對物料進行擠壓和成型,適用于一些對顆粒形狀和密度要求相對適中的制粒場景。
我公司輥殼采用高質量材料,經特殊熱處理工藝制成。其表面更耐磨,硬度均勻,配合樂模環模,使用壽命更長,生產更安全,更順暢。現有通槽型,不可通槽型,兩端帶孔型等類型。可根據用戶需求定制不同尺寸和形狀的滾輪。
滾輪殼規格參數:
材質:Gcr15或40Cr 20CrMnTi
工件外徑:?300mm-1200mm
表面硬度:HRC 58-62
齒距及形狀:按客戶要求
環模和輥殼的正確使用方法
1、正確選擇合適的環模孔徑和壓縮比。
2、正確調整環模與壓輥的工作間隙,以0.1~0.3mm為宜。
3、新環模應與新輥殼配套使用。輥殼與環模配合前松后緊。當壓輥兩側出現尖角時,應及時用手磨機將壓輥凸緣部分磨平,以利于壓輥與環模配合良好。
4、原料進入造粒機前必須經過初步清洗和磁選處理,減少鐵壓入模孔。并定期檢查模孔,看是否有堵塞現象。及時沖洗或鉆出堵塞的模孔。
5、環模導錐孔塑變形成的縮孔應進行修復,修復時應注意環模工作低點內表面應高于槽底2mm,修復后仍有壓輥偏心軸調整余量,否則環模應報廢。








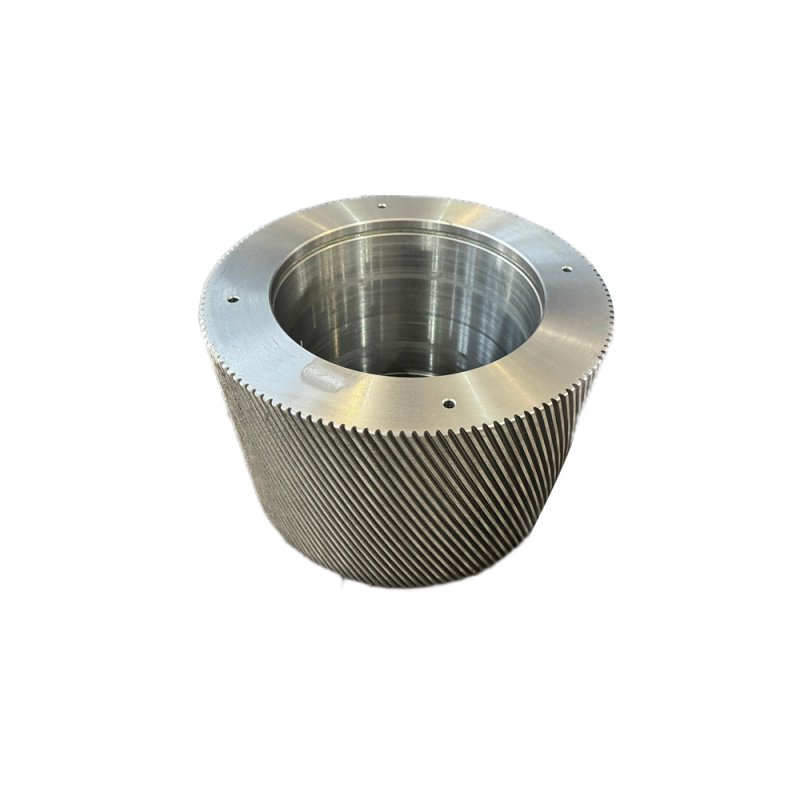
斜齒壓輥
我公司壓輥采用高質量材料,經特殊熱處理工藝制成。其表面更耐磨,硬度均勻,配合漢派環模,使用壽命更長,生產更安全,更順暢。現有通槽型,不可通槽型,兩端帶孔型等類型。可根據用戶需求定制不同尺寸和形狀的壓輥。
采用 GCr15 或 42CrMoTi 做基材,精鍛坯件,經過正火、車加工、滾齒、碳氮共 滲處理,保溫回火、精磨內圓、防銹處理一系列工藝,淬火區硬度 HRC58-HRC63, 工藝精細,成品嚴格進行質檢。
不同類型的壓輥在結構和性能上有所差異,適用于不同的制粒需求。
通齒型壓輥,其表面的齒呈貫通狀,在壓制物料時,能夠較好地對物料進行擠壓和成型,適用于一些對顆粒形狀和密度要求相對適中的制粒場景。
我公司輥殼采用高質量材料,經特殊熱處理工藝制成。其表面更耐磨,硬度均勻,配合樂模環模,使用壽命更長,生產更安全,更順暢。現有通槽型,不可通槽型,兩端帶孔型等類型。可根據用戶需求定制不同尺寸和形狀的滾輪。
滾輪殼規格參數:
材質:Gcr15或40Cr 20CrMnTi
工件外徑:?300mm-1200mm
表面硬度:HRC 58-62
齒距及形狀:按客戶要求
環模和輥殼的正確使用方法
1、正確選擇合適的環模孔徑和壓縮比。
2、正確調整環模與壓輥的工作間隙,以0.1~0.3mm為宜。
3、新環模應與新輥殼配套使用。輥殼與環模配合前松后緊。當壓輥兩側出現尖角時,應及時用手磨機將壓輥凸緣部分磨平,以利于壓輥與環模配合良好。
4、原料進入造粒機前必須經過初步清洗和磁選處理,減少鐵壓入模孔。并定期檢查模孔,看是否有堵塞現象。及時沖洗或鉆出堵塞的模孔。
5、環模導錐孔塑變形成的縮孔應進行修復,修復時應注意環模工作低點內表面應高于槽底2mm,修復后仍有壓輥偏心軸調整余量,否則環模應報廢。

專業從事飼料、貓砂、生物質、有機肥等制粒機環模的研發生產和銷售





